A Designer’s Guide For Ensuring The Manufacturability Of Sheet Metal Parts – Part 1
Material Thickness, Radius, Flange Length & K-Factor Considerations
Keeping costs down when producing parts is a top priority for all parties involved in the design, development, and manufacturing of products. In this series of articles, we will focus on the efforts that designers can make to ensure that sheet metal designs are fit for manufacture.
The first basic principle of sheet metal component design to consider is that the material thickness is uniform for the entire part, it is not possible to produce a single part with a varying thickness. Obviously, if you are producing an assembly, you can make other parts from a different thickness of the material.
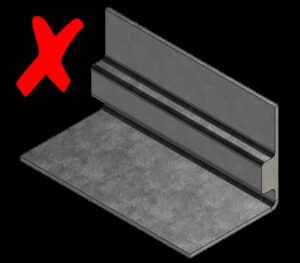
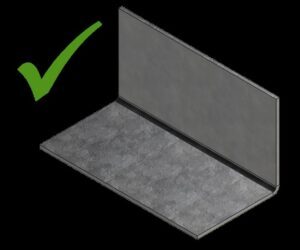
When designing a part it’s important to remember that bend radii and minimum flange lengths are dictated by the tooling which is used. Generally, the bend radius is dictated by the V opening in the die and the angle is dictated by the depth of punch into the die so if you are able to use the same bend radius for all of the bends on your design this will reduce manufacturing time and cost.
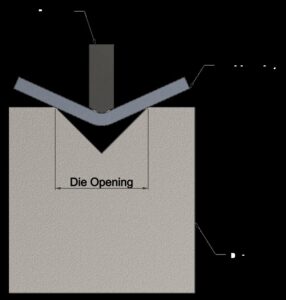
Thicker materials require a larger die opening, so as the material thickness increases, so does the bend radius produced by the punch. A general rule of thumb is to apply a bend radius equal to the material thickness, for a 2mm thick sheet this would mean applying 2mm bend radii.
It is possible to apply, for example, smaller bend radii than the material thickness. This requires a smaller die opening but will involve using more force to punch the sheet which can result in increased stresses in the part at the bending locations which can result in cracks forming.
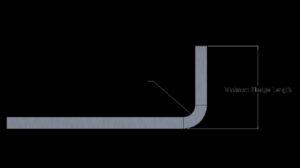
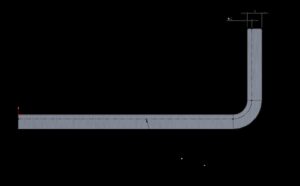
The minimum flange length which can be applied to parts is also dictated by the die opening, a good rule to follow is to allow for at least 4 times the material thickness on flange lengths as shown above. For a 2mm thick sheet, this would mean applying at least 8mm flange lengths.
The design rules outlined above for flange length and bend radius are just for guidance, a sheet metal manufacturer would be able to provide the exact radii and flange lengths achievable with their equipment.
A good practice to follow is to supply sheet metal manufacturers with a flat pattern of the part being produced. The flat pattern is the layout of the part prior to bending operations, complete with instructions for the operator on where to create the bends in the part. In order to produce an accurate flat pattern, it is vital to remember to apply a K-Factor to the designed part.
The K-Factor of the part is the neutral axis through a cross-section at which there is no compression or elongation at a bend location, see the diagram below showing the K-Factor line. Where the thickness of the part is 1, the K-Factor will typically be between 0 and 0.5, for this part a K-Factor of 0.3 has been applied. The only way to apply this accurately is to ask the manufacturer for their K-Factor figures, they will typically supply this as a chart with the K-Factor provided against a given radius.
The flat pattern contains the location of the bend, the angle, and instructions to make the bend up or down. The K-Factor affects the bend locations and amount of material required for the part. It is possible for manufacturers to work backward from a drawing without a flat-pattern to determine where to make the bends to produce the final part, however, this increases the time, and therefore cost, required to produce the part.

For sheet metal parts see:https://www.hlhprototypes.com/prototypes/sheet-metal/
contact: freequote@hlhprototypes.com
Article by James Hughes