Tips for SLA 3D Printing Design
April 25th, 2019
To download a PDF of the design tips below please click here.
In 1986 stereolithography (SLA 3D printing) was born and since then has cemented itself as a fantastic rapid manufacturing option for delivering quick parts, at a good price, with good native surface finishing.
Like any manufacturing process there are pros and cons to SLA printing. For example, the good native surface finish that can be achieved via SLA printing means that you trade off part strength. This trade off makes SLA a better option for appearance models and design verification.
To help you design better parts for rapid manufacturing via SLA 3D printing we have put together our top design tips. These are the most common problem areas we see when reviewing drawings submitted by clients. Check them out below.
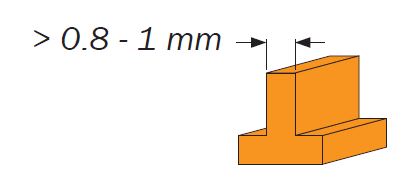
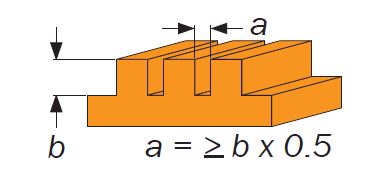
Walls – SLA can manage very thin walls but HLH do not recommend anything under 0.8 – 1mm.
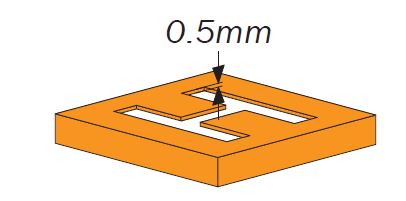
Text & Engraved Details – are at risk of closing up if not designed with 0.5mm > minimum height.
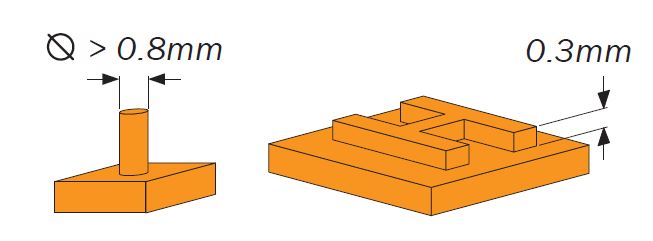
Pins & Embossed Features – Pins ≥ 0.8mm but even then risk breaking. Embossed features ≥ 0.3mm.
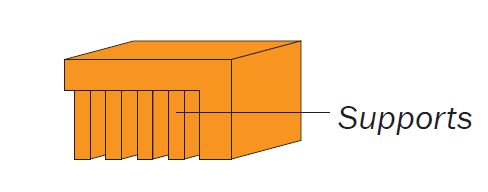
Overhangs – not a problem for SLA due to the supports. Unsupported overhangs will warp.
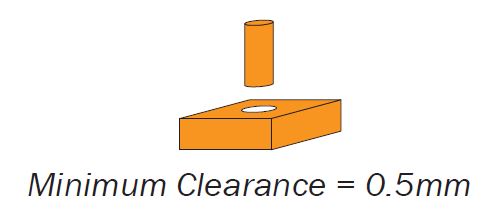
Mating Parts – minimum 0.5mm gap between axel and bore or other moving parts.
Holes & Slots – we recommend a minimum of 0.5mm but the larger the better especially as wall thickness or depth increases.
Follow us on Facebook or LinkedIn for more design tips, advice, trends, and opinions on rapid manufacturing. For fast parts, click the top right of this page to start. NOTE: we are very aggressive on 3D printing pricing for both SLA and SLS. Give us a try 🙂