Top Injection Molding Design Issues
February 28, 2019
To download a PDF of the design tips below please click here.
We do a lot of rapid injection molding production jobs here. When I say ‘rapid’ it is because most of our injection molding jobs fall under the rapid tooling model of low-volume tooling fabrication and low-volume production runs. Anything up to 100,000 parts is what we would consider a low-volume injection molding job here at HLH.
There are many reasons why a drawing may need amending before HLH and our client commit to a job but normally it comes down to simple design oversights on the drawing that are identified during the initial project review or through our DFM report. These oversights can normally be quickly redraw/corrected without adversely altering the intended purpose of the part. Below are some of the most common design oversight areas we come across.
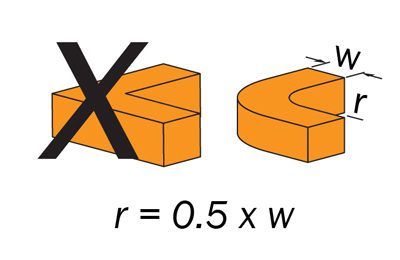
Corners – round all corners if possible. A radius of 0.5x wall thickness is advised.

Draft – draft angles should be added to all parts in the direction of draw. Draft prevents surface scratches and damage when demolding and prolongs the life of the tool. Two degrees’ draft + is recommended.
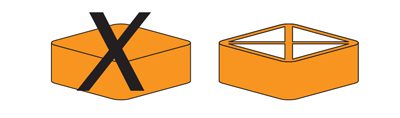
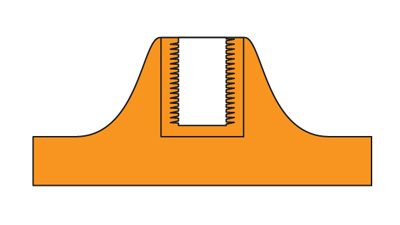
Hollow Out – any thick sections on the part should be hollowed out, ribs can be used for strength.
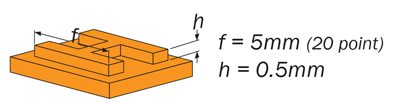
Text & Logos – embossed text on the part is preferable as this can be machined into the mold tool.
Threads – threaded inserts can be over molded into the part.
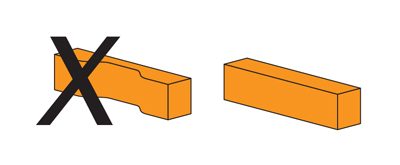
Wall Thickness – use uniform wall thicknesses. Walls 1-3mm are recommended for most materials.
To design a highly successful part to be made via injection molding there is a lot more to know but the tips above are some of the most common design oversights that our engineering teams and our clients engineering teams come across when an injection molding drawing is going through final reviews. We hope you find these tips useful 🙂